


Keeping atomised lubricant consumption under control
In many industrial environments, policies are in place to contain lubricant consumption, reduce costs and environmental impact.
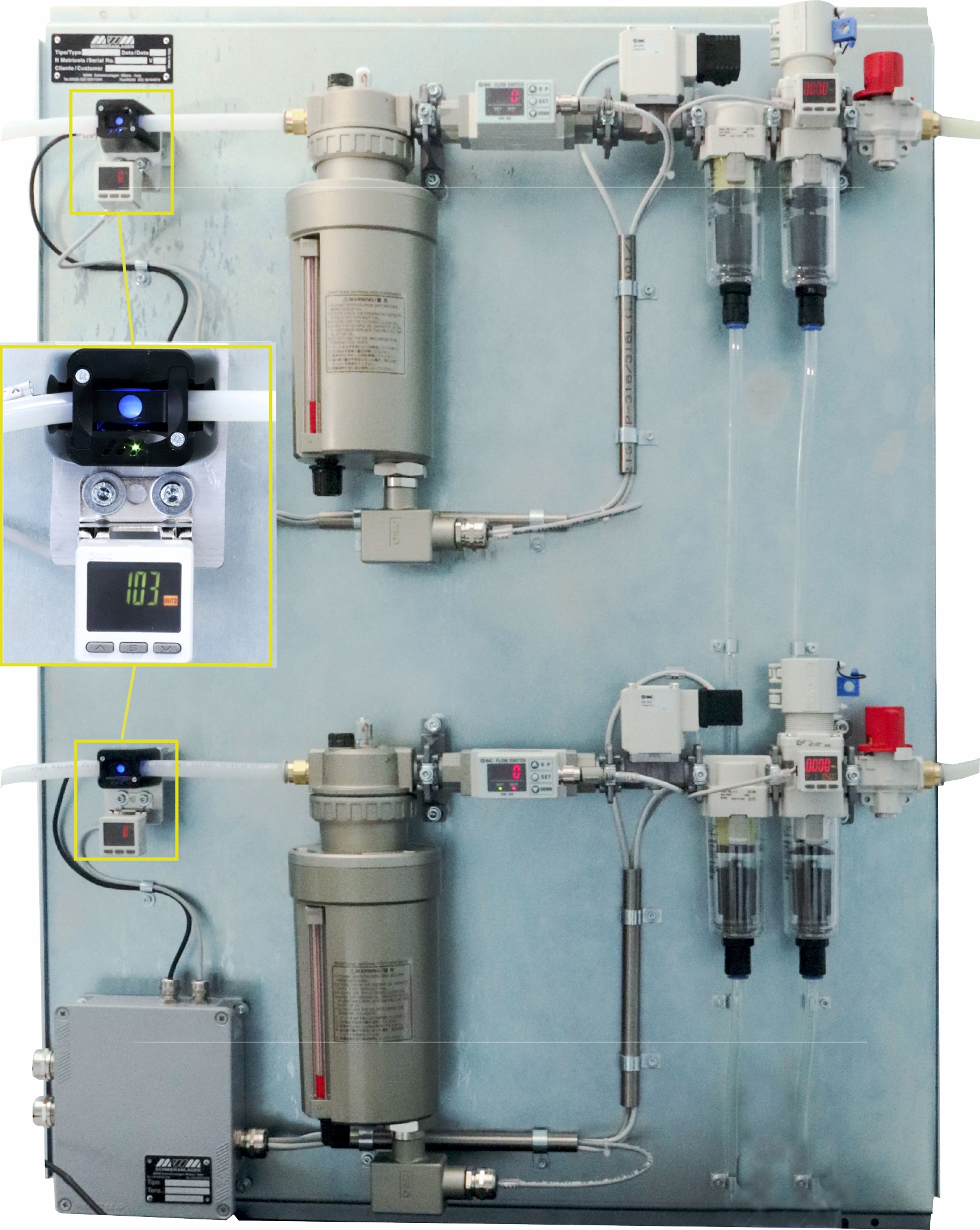
In line with the market requirements in the field of MQL applications, MWM Schmieranlagen has specially developed and patented a series of compact and cost-effective sensors for continuous monitoring of MQL systems and for mist lubrication detection.
The IFX-F sensor can be provided for industrial use to monitor several mist lubrication systems in order to check over time that lubricant consumption remains as expected. Without being over-consumed due to manipulations or unexpected changes in flow rate.
With the IFX-F mist sensor, it is possible to control not only the operation of the lubrication device (functional control), but also to measure the quantity of lubricant sprayed precisely and proportionally. This is because the IFX-F sensor has an output with a mA signal. The IFX-F mist sensor is therefore not a simple 'pass, don't pass' control, but rather a very precise sensor that measures the lubricant quantity in relative values (which can be reported as an absolute value in ml/h).
The IFX-F sensor can be mounted on transparent pipes of different diameters (6, 8, 10 and 12 mm) and continuously and accurately measure any change in flow rate, verifying the correspondence between the set lubrication parameter and the corresponding value in mA. The sensor has a very fast response time (less than one second) and can monitor multiple changes in lubrication parameters, even in the case of MQL systems with automatic lubricant flow variation.
The IFX-F mist sensor also makes it as easy to control lubrication, both in fixed flow systems, and on machines where a change in flow rate is necessary. For example for internal MQL lubrication on machine tools, where there are several tools of different sizes.
For example, in machining centres, during commissioning where it is planned to work with automatic changeover of several different tools; the control parameters for lubrication of each type of tool are established. Any variation in the amount of lubricant over time, in access or in defect, can be monitored and verified with the settings programmed at the time of commissioning the machine tool.
DEALERS IN THE WORLD
MWM NEWS
11 September 2023
MWM Schmieranlagen will attend to EMO 2023, world's leading trade fair for machine tools, automation and metalworking, that will be in Hannover from...